


工作原理
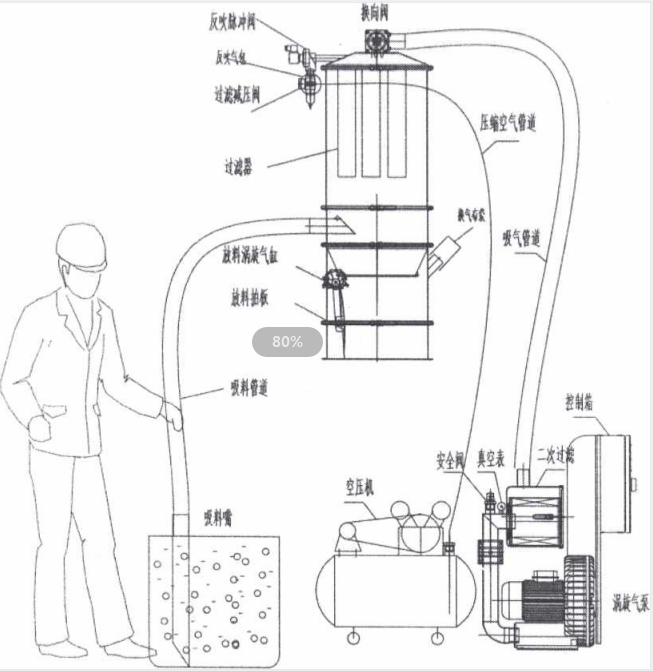
真空加料機采用旋渦氣泵/羅茨風機抽氣,使吸料嘴進口處及整個系統處于一定的真空狀態,粉粒物料隨同外界空氣被吸入料嘴,形成料氣流,經過吸料管到達料斗,在料斗中進行氣、料分離。分離后的物料進入受料設備。送料——放料是通過氣動三通閥/渦旋氣缸不斷地開、閉來完成的,而氣動三通閥/渦旋氣缸的開閉是由電源控制箱來控制的。
真空加料機中裝有壓縮空氣反吹裝置,每次放料時,壓縮空氣脈沖反吹過濾器,把吸附于過濾器表面的粉末打落下來,以保證吸料能正常運行。
適用物料
適用于所有顆粒、粉狀物料等。
調試安裝
上料機的料斗一般固定在受料倉或真空泵小車的立柱上,可上下移動,按受料設備的高度,調整好上料機料斗的位置。對受料設備(如包裝機、料倉、振動篩)料斗較高時,需另做支架固定真空上料機的料斗。
1、用衛生級鋼絲軟管把吸料嘴與料斗、料斗于真空泵連接好,并用卡箍卡緊。
2、接好電源。電源應采用三相五線制的電纜線,三根相線,一根零線與一根保護接地線, 保護接地線除保護設備防止人員觸電外,另一個作用是消除物料輸送時產生的靜電。保證控制系統必須可靠正確的接地。
3、采用干燥潔凈的壓縮空氣作為氣動閥門氣源,用Φ12壓縮空氣管插入系統進氣口 (過濾減壓閥上),調整減壓閥,保證系統的壓力維持在≤0.6Mpa,按氣路連接圖將氣源接頭連接至與真空料斗上方過濾減壓閥的接頭上。
4、接通電源,打開箱門,合上三相空氣開關,此時控制箱前面板的核心控制器上電。上料 時間、放料時間顯示器亮。
5、調整上料時間、放料時間。通過增、減按鈕將上料時間設定在8-15秒,將放料時間設定 在3.6秒。
6、按下開/關按鈕,接通旋渦氣泵。檢查氣泵的轉向,若氣泵排風口無風排出,則電動機方向反向,關掉開/關按鈕,調換電機接線相序,直至氣泵轉向正確為止。
7、檢查風機負壓壓力值,將進料口堵一半吸料嘴或更多。查看負壓上升是否正常(0.03—0.05mpa)。若負壓無上升,檢查換向閥和放料拍板在上料時間段是否正常關閉。在日常工作中若出現負壓過低,不上料,檢查放料拍板密封條是否老化或拍板是否變形。更換密封條或校正放料拍板,確保放料拍板處不漏氣。
8、按下開/關按鈕,啟動旋渦氣泵,將吸料嘴插入料箱中,隨即開始送料。吸料一放料(同時壓縮空氣反吹過濾器)為一個工作循環。真空加料機將自動循環下去,直至受料設備。
9、(如包裝機)料斗中的料加滿(此時料位計閉合)上料系統自動停止。
10、當受料設備的料位低于料位計時,料位計信號釋放,延時一定時間,上料系統將重新進入吸料放料循環,直至料斗中的料加滿。
11、物料愉送過程,由于摩擦原因會產生較大的靜電,為了消除靜電,需對設備外殼靠接地。
12、真空加料機采用了新型微孔膜過濾器,大幅提高了機器的加料能力和使用壽命。微孔膜 過濾器的合理清洗對真空加料機的使用性能致關重要。清洗微孔膜過濾棒時我們建議按以下步驟進行:
(1)用壓縮空氣吹過濾棒表面的粉塵(從里向外吹)。
(2)用不超過80℃的熱水沖刷過濾棒的表面,或浸泡一定時間,用細毛刷刷凈過濾棒的表面,注意絕不能用硬毛刷刷凈過濾棒的表面,否則過濾棒表面將起毛,并且影響過濾精度。
(3)自然涼干或放在烘箱中烘干,烘箱溫度不能高于50℃只有充分干燥后的過濾棒才能被允許裝回機器上使用。
故障排除
如發現系統不上料,按以下程序檢查:
| 故障現象 | 原因 | 處理方法 |
| 吸料口無負壓 | 風機反轉 | 調整風機相序 |
| 不上料,且氣動蝸牛閥,換向不動作 向閥不動作 | 壓縮空氣氣源有問題 | 檢查氣源,氣壓 |
| 閥門有動作,但上料慢,量小 | 系統存在漏氣 | 放料拍板密封條和上料斗筒節密封條安裝不到位。 |
| 氣動三通閥的電磁換向閥不動作 | 氣源問題 電氣系統 機械問題 | 檢査氣源 檢查電氣系統信號(電路板輸出1) 橡膠閥片破裂或卡死 |
| 氣動蝸牛翻板閥不動作 | 氣源問題 電氣系統 機械問題 | 檢查氣源 檢查電氣系統信號(電路板輸出1) 檢査蝸牛閥連桿,聯軸器 |
| 控制系統.工作,但無法啟動 控制系統異常 | 控制系統干擾 強電壓損壞 | 關掉電源重新啟動,若無法解決,請聯系廠家 |
| 故障代碼:E001急停 E002風機過載 E003 高料位 | ||



 客服1
客服1